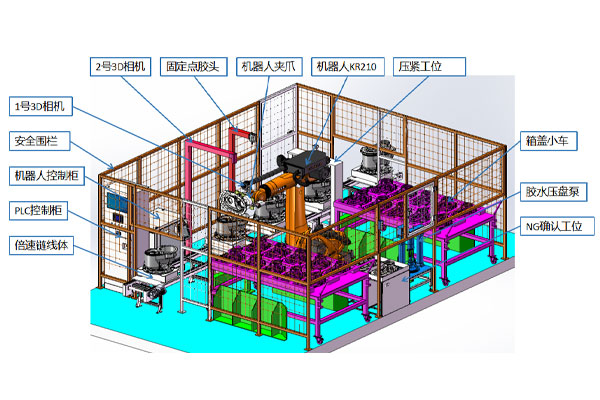
a.人工將減速機箱蓋按照一定的方向和順序擺放在物料定位小車上;
b.作業員將箱蓋小車推放至涂膠工作站中指定位置,該區域設置有導向機構及到位傳感器,并通知系統小車已到位;
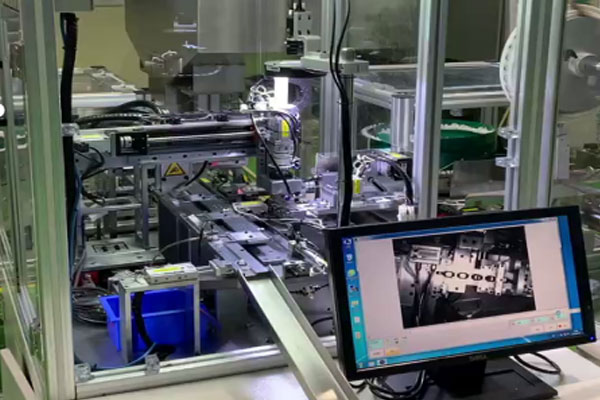
c.減速機箱體通過倍速鏈線體被帶到2號3D相機下方,頂升機構上升將產品精確定位,相機拍照確定產品的精確位置并確定產品型號,然后通知機器人和1號3D相機在小車上抓取相同型號的箱蓋;
d.機器人移動到小車上方,機器人夾爪上的1號3D相機檢測拍照識別產品類型存入系統且確定產品位置,以引導機器人夾爪去準確的抓取產品;
e.機器人夾爪翻轉使箱蓋涂膠面朝上并送至2號3D相機下方,3D相機再次確認箱蓋位置,并引導機器人調整至涂膠原點位置;
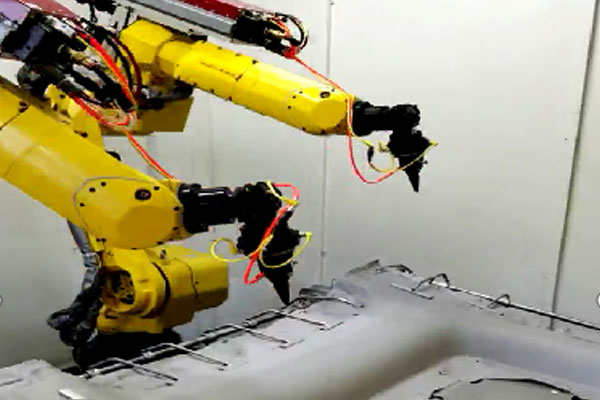
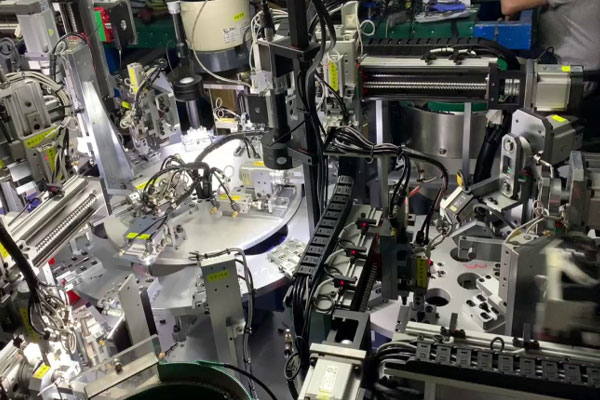
f.機器人移動箱蓋至點膠頭下方,點膠系統啟動,機器人帶動箱蓋走軌跡對箱蓋進行涂膠;
g.涂膠結束后機器人將箱蓋移動到2號3D相機位置,拍照檢查點膠效果,如果點膠OK則進入裝配工序,如果點膠效果NG則機器人帶箱蓋至NG品檢測窗口進行人工確認,人工確認OK可繼續進行,若人工確認NG則機器人將箱蓋放置在NG品工位;
h.機器人帶涂膠結束的箱蓋翻轉裝配在已確認好位置的減速機箱體上;
i.升降機構下降,降產品帶至箱蓋下壓工位,掃碼槍對箱蓋上方進行掃碼并上傳至系統。
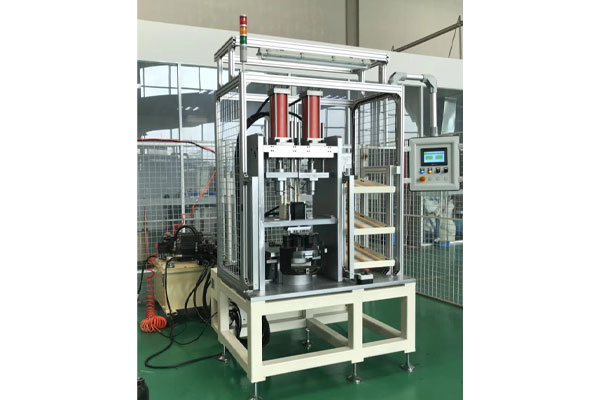
j.下壓裝置在200KG的壓力下將箱蓋壓緊,并流入下一站,工藝結束。